
Өнөр жай өндүрүү жаатында,вольфрам карбиддин бычагыжогорку күч-кубатынан улам, жогорку катуулугунан жана эң сонун каршылыкка байланыштуу эксперттерди кесип өттү. Бирок, жалпысынан сүйлөө, өнөр жай бычактары кесүү процессинде жогорку ылдамдыкта айланып, металл материал менен жабуу, көздүн жигердүү кубулушу жайып жүрөт - учкундар учат. Бул көрүнүш кызыктуу гана эмес, ошондой эле вольфлид Карбиддердин бычактары ар дайым кесилгенде учкундарды пайда кылган суроолорду жаратат. Бул макалада биз бул теманы тереңдикте изилдейбиз
Вольфрам карбиддин бычагы, негизинен цементтелген карбид катары, негизинен, вольфрам, кобальт, көмүртек жана башка элементтерден турат, ал мыкты физикалык жана химиялык касиеттеринен турат. Кесүү иштери, вольфрам карбиддин кесиштери кескин учтары жана жогорку ылдамдыктагы бурулуш менен ар кандай металл материалдарды оңой эле кесип алышат. Бирок, үзгүлтүксүз жагдайлар, бырыш темир, кичинекей бөлүкчөлөрдү кыскартып, металлдын бетиндеги кичинекей бөлүкчөлөрдү кыскартып, сүрүлүү, учкундарды пайда кылган жогорку температурага байланыштуу күйүп кетишет.

Бирок, кургактоочу карбиддин бардык желделери кесилгенде учкундарды чыгарбайт. Таанышкан айрым белгилүү шарттарда, мисалы, вольфрамдын материалдарынын атайын катыштарын колдонуу же конкреттүү кесүүчү процесстерди кабыл алуу, вольфрамдын карбиддер учуулары учкунсуз кесилиши мүмкүн. Бул көрүнүштүн артында татаал физикалык жана химиялык принциптер.
Биринчи кезекте, вольфрамдын материалынын өзгөчө катышы ачкыч. Вольфлид Карбиддин кесүүчүсүнөн чыгарганда, вольфрам, кобальттун, көмүртек жана башка элементтердин мазмунун жана пропорциясын жөнгө салуу менен микрострон жана химиялык курамы өзгөртүлүшү мүмкүн. Бул өзгөрүүлөр кесүү процессинде сүрүлүү жана андан жогору жылуулук өткөрүмдүүлүгүнө ээ коэффициентке ээ Бычак металл менен байланышта болгондо, сүрүлүүдөн улам пайда болгон жылуулук тез эле пышак менен тез арада сиңип, кичинекей бөлүкчөлөрдүн кичинекей бөлүкчөлөрүн алсырап, учкундардын муундарын азайтуу.
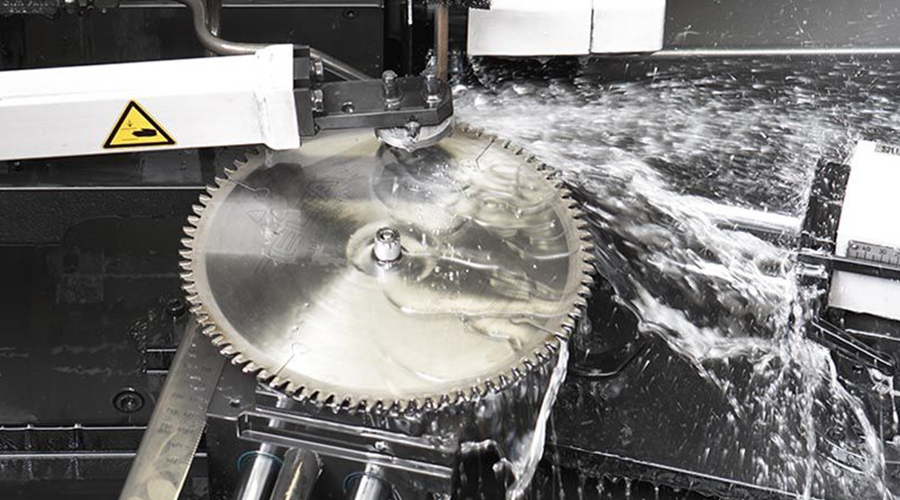
Экинчиден, кесүү процесстерин тандоо өтө маанилүү. Кесүү процессинде, параметрлердин ортосундагы температура жана металлдын ылдамдыгын, кесилген тереңдикти кесүү жана кесүү сыяктуу параметрлер менен башкарылышы мүмкүн. Кесүү ылдамдыгы орточо деңгээлде, кесүү тереңдиги тайыз жана кесилген бурч акылга сыярлык, сүрүлүү жана температура учкундардын муундарын азайтуу мүмкүн. Мындан тышкары, муздатуучу муздатуу жана кесүү чөйрөсүн майлап алуу темир жолдун температурасын төмөндөтүп, сүрүлүүнү азайтып, сүрүлүүнү азайтып, учкундардын муундарын төмөндөтүүнү андан ары кыскартат.
Жогорудагы себептерден тышкары, вольфлдин карбиддин бычактары менен кесилгенде учкундардын жоктугу металл материалынын мүнөзүнө байланыштуу болушу мүмкүн. Кээ бир темир материалдар эрүү чекитине жана кычкылдануунун жогорку каршылыкка ээ, бул кесүү процессинде оңой эмес. Бул металлдар вольфлдин карбиддин бычактары менен байланышта болгондо, белгилүү бир өлчөмдө сүрүлүү жана температура пайда болгон учурда да, учкундарды түзүү кыйынга турат.
Бирок, антрафики белгилей кетүү керек, бирок өзгөчө бир вольфрам материалдары жана конкреттүү кесүү процесстери белгилүү бир деңгээлде учкундардын муундарын азайтышы мүмкүн, бирок алар учкундарды толугу менен жок кыла алышпайт. Практикалык колдонмодо, ал операторлордун коопсуздугун камсыз кылуу үчүн коргоочу көз айнектерди, өрткө өткөрбөгөн кийимдерди жана кол кап кийүү сыяктуу коопсуздук чараларын көрүшү керек.
Мындан тышкары, операцияларды кесүү үчүн күйүүчү жана жарылуучу чөйрөлөрдө жүргүзүлүшү керек болгон учурларда, өрткө жана жарылуу коркунучу азайып кетүү үчүн жарылуу жана жарылуучу жайларды жана жарылуучу жабдууларды жана жасалма жүргүзүлүшү керек. Ошол эле учурда, алардын жакшы иштөө абалын камсыз кылуу үчүн жабдууларды жана пышактарды үзгүлтүксүз текшерүү жана жүргүзүү, ошондой эле учкундун муундарын азайтуу үчүн маанилүү чара экендигин камсыз кылуу.
Жалпылоо, болобувольфрам карбиддин бычагыкесүү учурунда учкундарды пайда кылат. Күрөшкөн болоттон жасалган материалдардын катышы, кесүү процесстерин оптималдаштыруу жана туура металл материалын жана башка чараларды тандоо менен, учкундун муундары белгилүү бир деңгээлде кыскартылышы мүмкүн. Бирок, кесиптештирүүнүн коопсуздугун жана натыйжалуулугун камсыз кылуу боюнча иш-чараларды коопсуздукту коргоо боюнча иш-чараларды жана техникалык тейлөө иш-чараларында үзгүлтүксүз текшерүүлөр жана техникалык тейлөө чаралары жана техникалык тейлөө чаралары. Илимдин жана технологиялардын үзгүлтүксүз прогресси менен, өндүрүш процесстерин үзгүлтүксүз өркүндөтүү менен, келечекте учкундардын муундарын азайтуу жана өнөр жай өндүрүш талаасынын коопсуздугун жана туруктуу өнүгүүсүн жайылтуу боюнча инновациялык технологиялар жана өнөр жай өндүрүү талаасынын коопсуздугун жана туруктуу өнүгүүсүнө көмөктөшөт деп ишенишет.
Кийинчерээк биз маалыматты жаңырта беребиз, жана сиз биздин веб-сайт жөнүндө көбүрөөк маалымат ала аласыз (Passiontool.com) блогу
Албетте, сиз биздин расмий социалдык медиага көңүл бура аласыз:





Пост убактысы: дек-27-2024



